车铣复合机床与数控车床的核心区别在于工艺集成度和加工能力。
一、本质区别
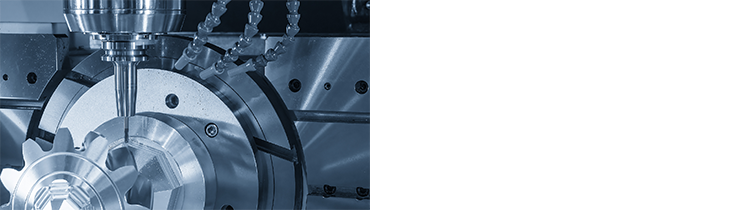
车铣复合的工艺原理为车削+铣削+钻削等多工艺集成,通常包括5轴及以上的运动轴数,需要配备车刀+铣刀库。
数控车床的工艺原理仅专注车削工艺,如车外圆/内孔/螺纹等,一般为2-4轴的运动轴数,仅配备车刀转塔即可。
二、加工范围
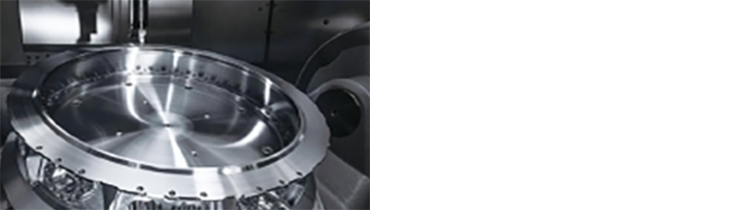
车铣复合可一次装夹完成偏心孔、螺旋槽、曲面铣削等工作,如航空发动机叶片榫头、医疗关节假体等。
数控车床仅能加工回转体零件,如轴类、盘套类等。
三、精度控制
车铣复合:B轴分度精度±2″,实现角度定位铣削,车铣转换同轴度≤0.005。
数控车床:圆度精度≤0.003mm(纯车削工况)。
四、典型应用场景
优先选车铣复合:异形零件(如凸轮、叶轮),高价值材料(钛合金、Inconel),军工/医疗等高精度领域
优先选数控车床:大批量标准轴类零件,无复杂特征的回转体。
五、技术发展趋势
车铣复合:向多主轴+多通道控制方向发展,如双主轴+双刀塔配置。
数控车床:向强化智能车削方向发展,如AI刀具磨损补偿、主轴热变形修正。